制造流程介绍
平衡配重的制造方法
-
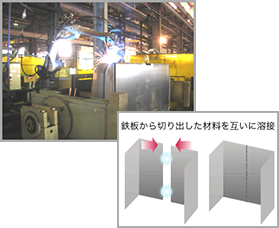
焊接配重
焊接配重与同体积铸造配重相比,重量更重,是大型工程机械平衡配重最合适的制造方法。


制造流程
-
组装与焊接
首先用钢板等材料通过加工和焊接,组装成平衡配重外壳体。量产产品使用检具工装保证品质稳定。焊接机器人自动焊接后,最后再通过手动焊接进行局部调整。
-
填充
产品放置后,内部填充混凝土等灌装物。填充过程中,使用振动台增加填充效率。

-
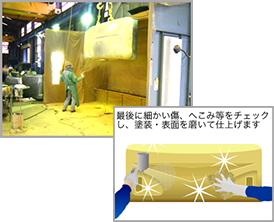
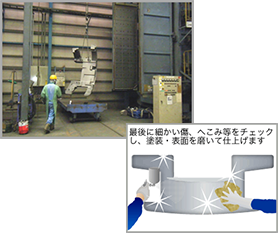
精修与涂装
去除外壳表面的油分和杂物、修理外观面伤痕,然后喷漆、检验。
-
发货
由公司内部专用卡车将产品顺利配送到客户工厂。
-
-
铸造配重 ※从海外工厂进口半成品,到达日本后进行验收和涂装。
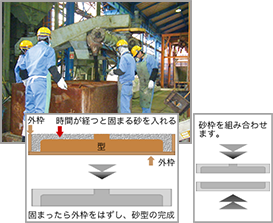
铸造配重与焊接配重相比,是更加精细、复杂的制造方式。


制造流程
-
造型
使用模型和砂箱制作砂型。
-
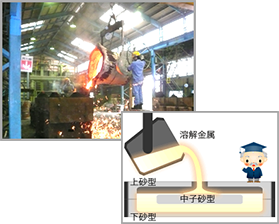
熔炼与浇注
使用电炉将生铁高温加热到1,500℃,熔化后的铁水再调整成分,然后浇注到砂型内。
-
精修与涂装
使用抛丸机、打磨机等工具去除毛刺、表面污垢,然后刮涂腻子,最后喷漆。
-
发货
由公司内部专用卡车将产品顺利配送到客户工厂。
-
设备介绍
野田中心检查与试验设备
-
焊接配重设备
混凝土灌装设备 灌装设备(重力传感系统)搅拌能力1.5㎥
4,000kg/批、称量范围 15,000kg/10kg1套 大型灌装设备 1套 焊接机器人 型号 TA-1600GⅡ(垂直多关节型) 1台 行车 30t/5t 1台 行车 30t/10t 型号 30HD/10HD-T555 1台 行车 15t 3台 行车 10t 1台 行车 7.5t 1台 行车 1t 1台 叉车 5t 1台 叉车 2.5t 1台 挖掘式装载机 SD25-6 型号 SD-25-6 1台 挖掘机(贝型抓斗) 型号 ZX225USR-3 1台 洋马 挖掘机 1台 -
铸造配重设备
面漆涂装生产线 吊挂式10ton×12set
预热炉・底漆房・面漆房・烤漆炉1套 行车 20t 1台 行车 10t 3台 行车 7.5t 1台 行车 5t 3台 行车 2.8t 2台 行车 2t 2台 叉车 15t 1台 叉车 5t 2台 叉车 4t 1台 叉车 2t 1台 挖掘式装载机LD9 1台 -
检查・试验设备
3D-CAD (I-deas Ver.12) Inventor/Solidworks/Rhinoceros 1套 FARO便携式数字三维测量仪 (6轴) 1台 HandySCAN 700 SYS-H3D-H700 1台 万能试验机 AG-300KNXplus 1台 布氏硬度计 B03 1台 Olympus倒置金相系统显微镜 GX51 1台 光电直读光谱仪 PDA-7020 1台 手动磨抛机(显微镜用) IM-P2 1台 手动精密切割机(湿型) SKY3-03 1台 球磨机(光谱用) FS-3NS 1台 试样镶嵌机 GI-10 1台 烘干机 HDO633 1台
岩井中心・配送部
-
高密度填充焊接配重设备
等离子切割机 ECONOGRAPH-2500DD 2台 等离子切割机 INTEGRAPH-II 1台 等离子切割机器人 2台 弯板机 1台 液压折弯机300t 型号 PHS300×400 1台 液压折弯机225t 1台 C型油压机120t 1台 焊机机器人 型号 TA-1800GⅡ(垂直多关节) 7台 冲压钢板脱脂设备 1台 脱脂排污处理设备 1套 Ar-CO2 混合气体生产设备 1套 液氧罐20t 1台 链板配送机 1台 混凝土灌装设备 1套 行车 10t 6台 行车 5t 3台 行车 2.8t 3台 行车 2t 10台 行车 1t 9台 叉车 4t 1台 叉车 3t 4台 叉车 1.5t 1台 轮式挖掘机 WA30-5E 1台 -
配送部门
挂车 32t 1台 挂车 27t 3台 挂车 20t 1台 货车 3.5t 1台 箱式挂车 13.7t 1台
岩井第二中心
-
高密度填充焊接配重设备
行车 10t 1台 行车 5t 2台 -
铸造配重设备
行车 5t 2台 叉车 4t 1台 叉车 3t 1台